|
Pour faire des canons en modélisme il y a plusieurs
méthodes. Le tournage des canons dans du laiton donne un très beau résultat
mais il faut être équipé d’un tour à métaux de précision et savoir s’en
servir. Cela donne un résultat de « qualité horlogère » voir les très
belles pages
de M.NGO . Si ce n’est pas votre cas, il vous reste la méthode du
coulage avec de l’alliage pour soldats de plomb ou mieux de l’étain pur qui
donne un aspect plus esthétique . C’est ce dernier métal que nous utiliserons
ici. |
|
|
|
Pour commencer il faut réaliser un modèle en bois le
plus précis possible dans le détail, ce qui est facilité par l’emploi d’un
bois à grain très fin comme le buis. Il est nécessaire de surdimensionner légèrement de
quelques dixièmes de millimètre afin de laisser de la marge pour la
rectification ultérieure. |
|
On fabrique ensuite une petite caisse maintenue par des
élastiques. |
|
|
|
On coule du plâtre à moulage dedans. |
|
Puis on place aussitôt le modèle à moitié dans le
plâtre . |
|
|
|
On enlève le modèle lorsque le plâtre est sec. |
|
On démonte la boîte et ponce le dessus du plâtre. Il est possible de remplacer le plâtre par de la pâte à
modeler ou de la plastiline mais cela donne un contour moins précis du canon
ce qui est source de bavures lors du coulage. |
|
|
|
On place de petites masses de pâte à modeler qui amélioreront
l’assemblage des deux futurs demi moules . Un demi cylindre de bois a été
collé avec un cône en pâte à modelé pour faire l’entonnoir. Cela permettra de
couler le tourillon du canon. Il manque sur la photo le demi cône de pâte à modeler
nécessaire à la confection de l’entonnoir pour verser le métal en fusion pour
le canon. |
|
On replace le modèle dans le plâtre avant de couler le
caoutchouc silicone qu’on aura mélange avec juste ce qu’il faut de
catalyseur. ( Se conformer au recommandations du fabriquant ) |
|
|
|
Laisser le caoutchouc polymériser avant de démouler (
la durée de prise dépend de la marque : 4 heures pour celui-ci ). Sur la photo on voit la petite cheminée qui a été
réalisée au cutter secondairement et qui permet d’éviter le piégeage de bulles
d’air au niveau du cul de lampe. |
|
On replace le modèle avec le cône déversoir. A ce stade
la cheminée ne devrait pas être faite. Il faut graisser soigneusement avec de la vaseline le premier
demi moule avant de couler le second sinon c’est la cata : les deux demi
moules sont irrémédiablement collés. |
|
|
|
Si tout se passe bien, on obtient cela. |
|
On peut ensuite passer au coulage. Un tel moule peut
théoriquement servir une centaine de fois. On refait une petite boite bien
serrée avec des élastiques. Avant cela on aura enduit l’intérieur du moule
avec de la poudre de téflon qui améliore le rendu des détails et facilite le
démoulage en préservant le moule. |
|
|
|
Une vielle louche fait un creuset improvisé pas cher
pour faire fondre le métal sur le gaz . Il faut chauffer suffisamment pour
que l’étain coule bien jusqu’au fond du moule. La bonne température est
atteinte lorsqu’une peau bleue se forme à la surface du métal, il faut avant
la coulée écrémer cette peau avec une spatule en bois. |
|
Couler ensuite dans le moule, attendre le
refroidissement . Trois minutes suffisent. Attention c’est chaud ! |
|
|
|
Il faut ensuite sectionner le cône de coulée. |
|
Pour percer l’âme du canon il est utile de
confectionner un berceau en bois qui bloquera bien le canon vertical durant
l’opération. |
|
|
|
Il est nécessaire de bien graisser le foret avec de
l’huile de machine car sinon les copeaux collent au foret, ça chauffe et le
canon fond et casse, il n’y a plus qu’à en couler un autre… |
|
On peut se contenter de passer le canon à la laine de
fer pour le finir mais il est mieux de le rectifier, pour cela un petit tour à
bois est suffisant, car le laiton se tourne très facilement avec des petites
limes aiguisées au bout . |
|
|
|
On termine à la laine de fer 000 . |
|
Le berceau va servir de nouveau pour percer le trou du
tourillon, un morceau de bois dur servant à guider le foret. |
|
|
|
A défaut de ce berceau il est impossible de percer le
canon car le foret glisse et ne mord pas parce que le trou est sous la
médiane du fût.
|
|
On glisse ensuite le tourillon à sa place |
|
|
|
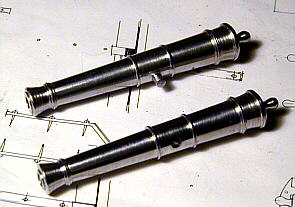
Pour la finition, soit on passe un verni incolore pour
étain, soit on laisse le temps patiner l’étain, soit on accélère les choses
avec une patine pour étain. |
|
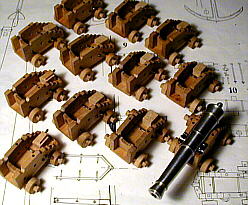
Il ne reste plus qu’à adapter les canons sur leurs
affûts. |
|
|
|
|
|
|
|

























![]()